Introduction to Ultrasonic Testing (UFD)
Ultrasonic Testing (UT) is a widely used nondestructive testing (NDT) method that utilizes high-frequency sound waves to detect, locate, and evaluate flaws or discontinuities within materials. It is particularly effective for identifying internal defects, such as cracks, voids, inclusions, and delaminations, in metals, composites, and other solid materials.
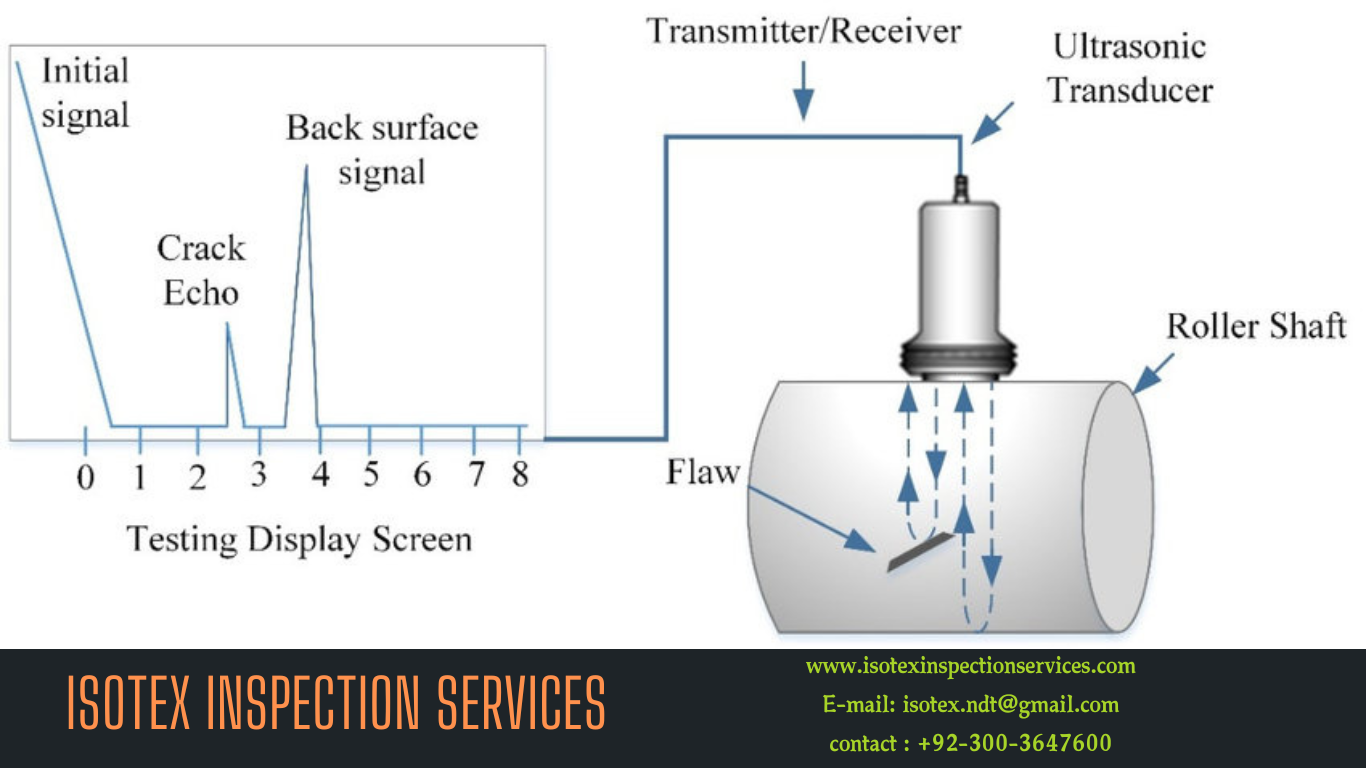
This technique works by transmitting ultrasonic waves into the material and analyzing the echoes reflected from internal features or the material’s back wall. Variations in the reflected signals indicate the presence of flaws, which can be characterized in terms of size, shape, and position.
Ultrasonic Flaw Detection (UFD) is essential in industries like aerospace, automotive, construction, and energy, where the integrity and reliability of materials and components are critical. Its advantages include high sensitivity, the ability to penetrate thick materials, and immediate results. Standards such as ASME Section V and ASTM E213 provide guidelines for conducting ultrasonic testing and evaluating its results, ensuring consistency and reliability in defect detection.

Procedure for Ultrasonic Testing (UFD)
1. Scope:
This procedure outlines the steps for performing ultrasonic testing (UT) in materials, ensuring compliance with applicable standards such as ASME Section V, Article 4, and material-specific codes (e.g., ASTM E213, ASTM A578, etc.). It is applicable for welds, forgings, castings, and other metallic components.
2. Reference Standards:
- ASME Section V: Nondestructive Assessment
- ASTM Standards:
- ASTM E213: Ultrasonic Assessment of Metal Pipe Line and Tubing
- ASTM A578: Straight Beam Ultrasonic Assessment of Steel Plates
- ASTM E317: Standard Practice for Assessing Execution Qualities of Ultrasonic puls echo Testing Instruments
- Material specs according to ASME Section-II or same.
3. Equipment and Calibration:

3.1 Equipment
- Ultrasonic flaw detector with adjustable gain and pulse controls.
- Probes: Straight-beam (longitudinal waves) or angle-beam (shear waves) transducers, typically 2–10 MHz frequency.
- Couplant: Glycerin, gel, or oil-based couplant to ensure proper sound transmission.
- Reference blocks: Calibration standards such as ASTM A234 or blocks meeting ASME requirements (e.g., IIW block).
3.2 Calibration
- Calibrate the ultrasonic flaw detector before each use, using a reference block that matches the material and geometry of the test piece.
- Verify sensitivity, distance range, and resolution as per ASME Section V, Article 4.
4. Material Prepration:
- Ensure the test surface is clean, free of oil, dirt, scale, or paint that might interfere with ultrasonic wave transmission.
- For rough surfaces, smooth the material to improve sound coupling.
5. Testing Procedure:
5.1 General
- Select the appropriate probe based on material thickness and expected flaw orientation.
- Apply couplant uniformly over the test area to ensure proper wave transmission.

5.2 Straight-Beam Testing (for laminations or planar defects)
- Place the straight-beam probe perpendicular to the surface.
- Scan the material in a grid pattern, ensuring complete coverage.
- Record and interpret reflections to identify flaws, referencing ASME Section V, T-434 for acceptance criteria.
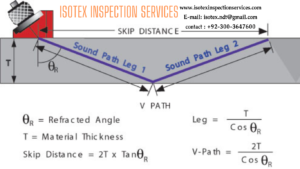
5.3 Angle-Beam Testing (for welds or angled defects)
- Position the angle-beam probe at the specified angle (e.g., 45°, 60°, or 70°).
- Direct the ultrasonic beam toward the weld or area of interest.
- Evaluate indications using echo patterns and amplitude to identify and size defects.
6.Interpretation and Evaluation:
- Compare recorded indications with calibration standards.
- Evaluate flaw size, location, and type (e.g., porosity, cracks, and inclusions) as per applicable material specifications.
- Acceptance criteria must comply with:
- ASME Section V, Article 4, T-441 (General Criteria)
- Material-specific codes, such as ASME Section VIII for pressure vessels or ASME B31.3 for process piping.
7. Reporting:
Include the following details in the inspection report:
- Material specification and heat number.
- Equipment details (model, frequency, couplant).
- Calibration data (reference block, sensitivity settings).
- Test procedure, probe angles, and scan coverage.
- Indications: Size, location, and type of defects.
- Acceptance criteria and test results (pass/fail).
8. Safety Precautions:
- Ensure proper handling of equipment to avoid electrical hazards.
- Use ergonomic techniques to reduce operator fatigue during testing.
Conclusion:
Ultrasonic Flaw Detection (UFD) is a vital nondestructive testing method that ensures the integrity, safety, and reliability of materials and components across various industries. Its ability to detect internal flaws with high accuracy, even in thick and dense materials, makes it indispensable for quality assurance and maintenance.
With proper calibration, skilled operators, and adherence to standards like ASME Section V and ASTM specifications, Ultrasonic Testing (UT) provides reliable results, minimizing risks associated with material failures. Its efficiency, versatility, and real-time feedback make it a preferred choice for inspecting welds, forgings, castings, and structural components in critical applications.
In conclusion, Ultrasonic Testing (UT) is not only a tool for defect detection but also a cornerstone for maintaining safety, optimizing performance, and extending the service life of industrial assets. Its continued evolution ensures its relevance in meeting the growing demands of modern engineering and manufacturing.
1. What is the procedure for ultrasonic flaw detection?
The procedure for ultrasonic flaw detection involves calibrating the equipment, applying a couplant to the test surface, and using a transducer to send high-frequency sound waves into the material. Reflected signals are analyzed to identify flaws such as cracks, voids, or inclusions. Adherence to standards like ASME Section V ensures accuracy and reliability.
2. Why is ultrasonic flaw detection important in quality control?
Ultrasonic flaw detection plays a crucial role in quality control by detecting internal defects without damaging the material. It ensures product integrity, safety, and compliance with industry standards, making it indispensable for industries like aerospace, construction, and energy.
3. What materials are suitable for ultrasonic flaw detection?
Ultrasonic flaw detection is suitable for metals, alloys, composites, and even plastics. Its high sensitivity allows it to penetrate thick materials, making it ideal for inspecting welds, pipes, and structural components in critical applications.
4. How do industry standards regulate ultrasonic flaw detection?
Industry standards like ASME Section V and ASTM E213 regulate ultrasonic flaw detection by defining testing procedures, equipment calibration, and acceptance criteria. These standards ensure consistency, reliability, and compliance across various industries.
The procedure for ultrasonic flaw detection involves calibrating the equipment, applying a couplant to the test surface, and using a transducer to send high-frequency sound waves into the material. Reflected signals are analyzed to identify flaws such as cracks, voids, or inclusions. Adherence to standards like ASME Section V ensures accuracy and reliability.
Ultrasonic flaw detection plays a crucial role in quality control by detecting internal defects without damaging the material. It ensures product integrity, safety, and compliance with industry standards, making it indispensable for industries like aerospace, construction, and energy.
Ultrasonic flaw detection is suitable for metals, alloys, composites, and even plastics. Its high sensitivity allows it to penetrate thick materials, making it ideal for inspecting welds, pipes, and structural components in critical applications.
Industry standards like ASME Section V and ASTM E213 regulate ultrasonic flaw detection by defining testing procedures, equipment calibration, and acceptance criteria. These standards ensure consistency, reliability, and compliance across various industries.
1 thought on “Ultrasonic Testing Complete Procedure – In 7 Easy Steps”